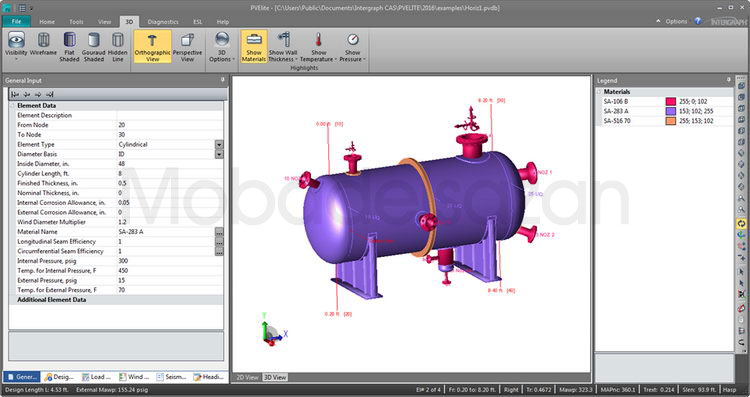
اجزای تشکیل دهنده مخزن تحت فشار
- بدنه اصلی: به صورت استوانهای توخالی که دارای قطر و ارتفاع مشخص است.
- هدها: مخزن تحت فشار استوانه ای معمولاً دارای ۲ هد یا کپ میباشد که به دو سر بدنه مخزن جوش شدهاند.
- اتصالات: به صورت فلنج یا بوشن بر روی نقاط مناسب مخزن نصب میشوند و از آنها برای ورود و خروج سیال و نصب انواع تجهیزات اندازهگیری و کنترلی استفاده میکنند.
- دریچه بازدید یا منهول (Manhole): یک فلنج بزرگ در بدنه مخزن است تا تعمیرکار بتواند به راحتی درون مخزن را بازدید کند
- هندهول (Handhole): دریچه ایست کوچکتر از منهول که برای بازدید یا تمیزکاری درون مخزن توسط دست استفاده میشود.
- سینیهای داخلی: برای طبقه بندی مواد درون مخزن یا نگهداری پکینگهای گوناگون در درون مخزن نصب میشوند.
- بازوی نگهدارنده درپوش منهول (Davit): که درپوشهای سنگین دریچه های بازدید را هنگام باز و بسته شدن نگاه میدارد.
- رینگهای نگهدارنده: در مخازن تحت فشار برای استواری بیشتر بدنه در مقابل فشار، رینگهایی از جنس پروفیل در درون و بیرون مخزن تحت فشار نصب میکنند تا بدنه را مانند یک کمربند محکم نگه دارد.
- پایه ها: که در زیر مخزن تحت فشار قرار دارند.
- قلابها: روی بدنه منبع تحت فشار برای حمل یا فیکس کردن مخزن هستند.
- رنگ مخزن: از مهمترین بخشهای یک مخزن تحت فشار است که از خوردگی بدنه محافظت میکند.
- سایت گلس: دریچه ایست شیشه ای که کاربر می تواند اتفاقات درون مخزن را ببیند.
- نردبان: برای دسترسی به بالای مخازن یا رفتن به درون مخزن استفاده میشود.
اجزای مخزن تحت فشار مبدل سازان مبنا